Although the crushing process is an important part in a plant, the screening quality and
precision has the highest influence on the overall efficiency of all equipment. As the heart of
every crushing and screening plant, a inclined vibrating screen is used for classifying material
by size in every stage of the process from feeding to the product separation. The different
sizes of materials mixing with each other and an increase in returning material amount caused by
low screening efficiency equals low profitability for every crushing and screening plant.
APPLICATIONS
Crash Crusher MS inclined screens feature a unique combination of characteristics that
result in high capacity and high
screening efficiency, as well as long service
life. They are used for secondary, final sizing or even primary applications.
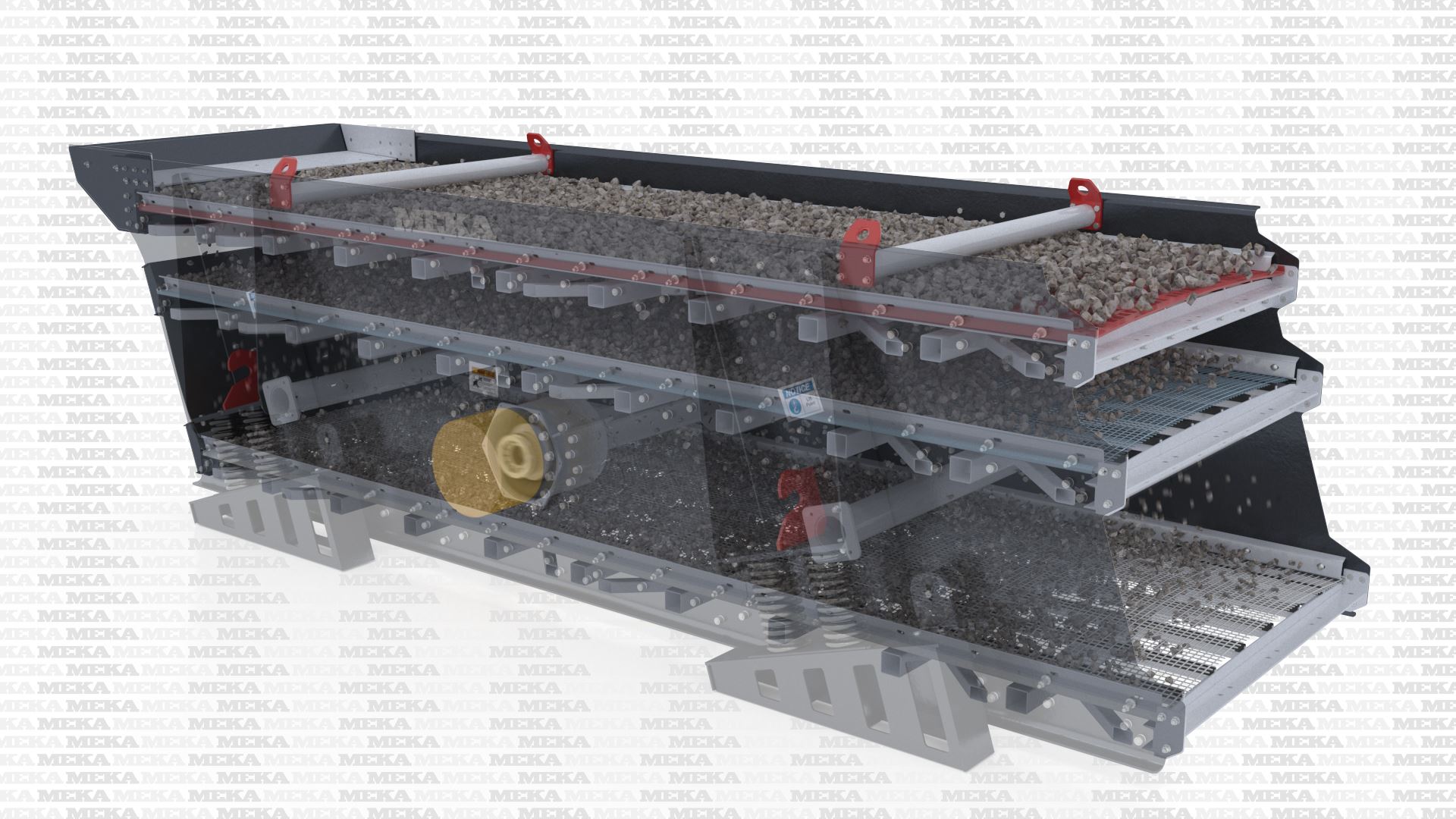
WHY Crash Crusher INCLINED SCREEN?
• Constant circular motion creates same screening efficiency on
the entire deck.
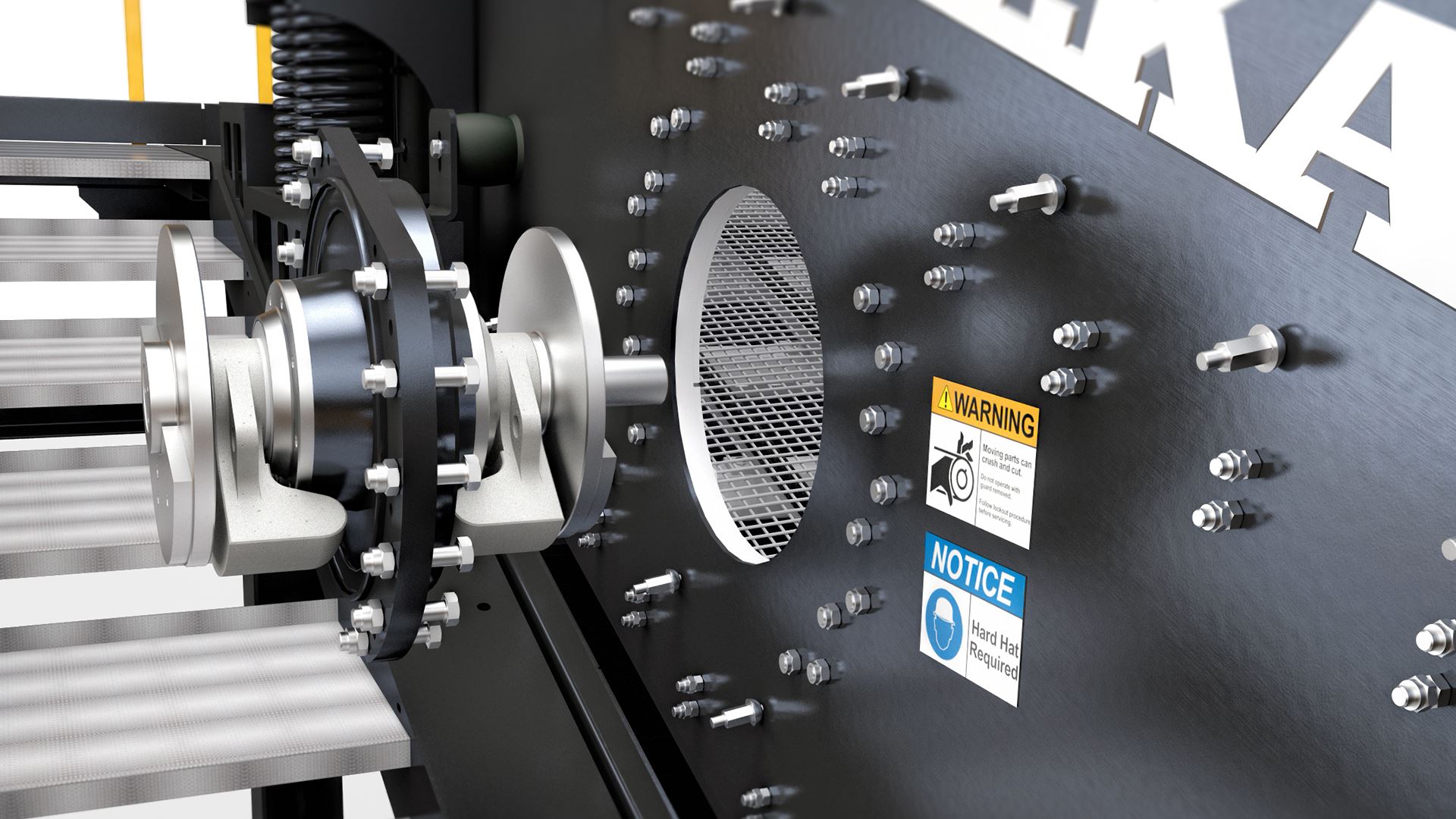
Drive mechanism consists of two modular vibrators connected
through a cardan shaft. As the shaft line is positioned at the center of gravity, a
circular motion results on all points on the screen.
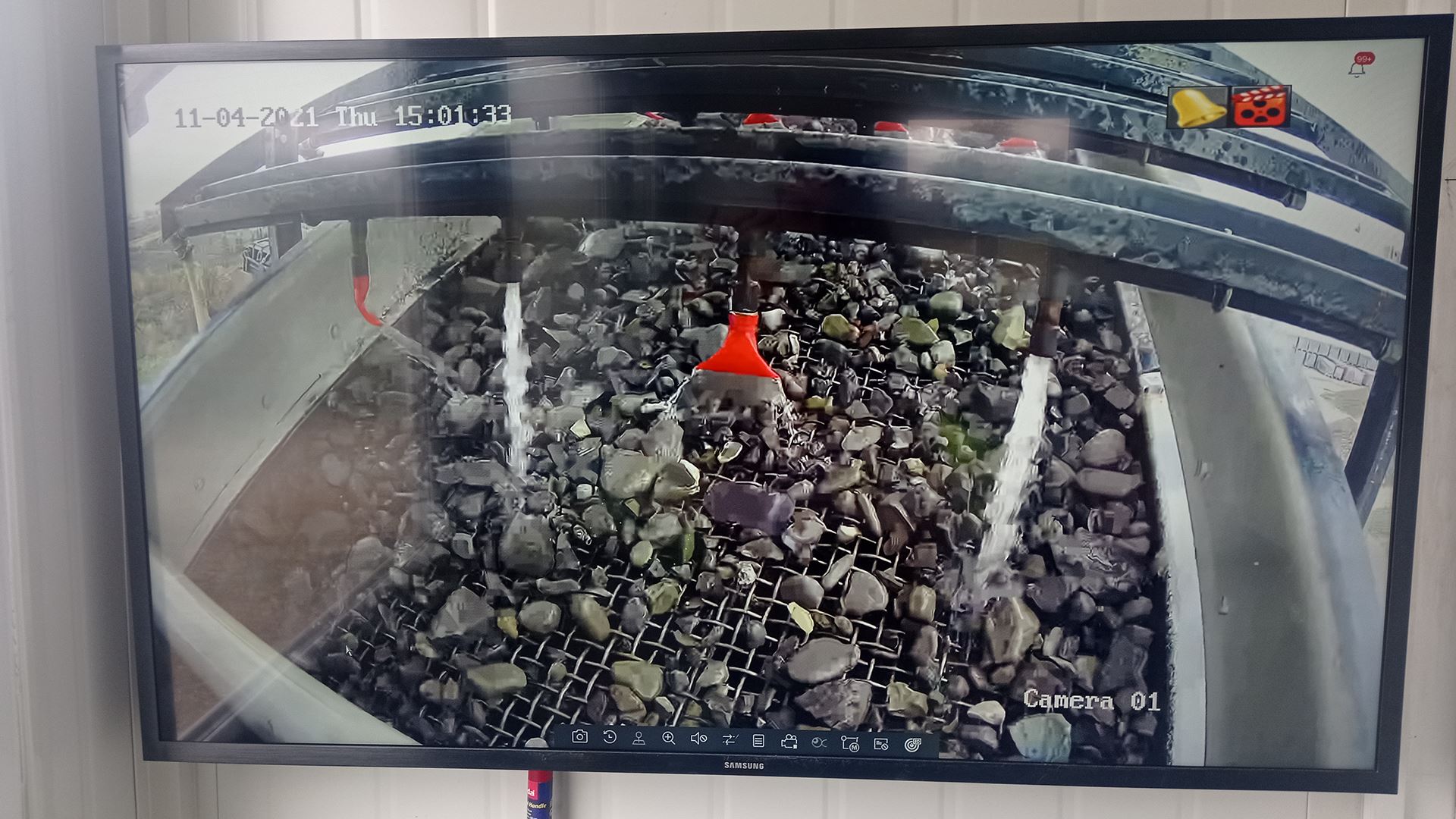
• Can adapt to a wide range of applications
Spray
pipes for wet screening applications can be easily installed without modification to the
screen, ready holes for spray pipes as standard.
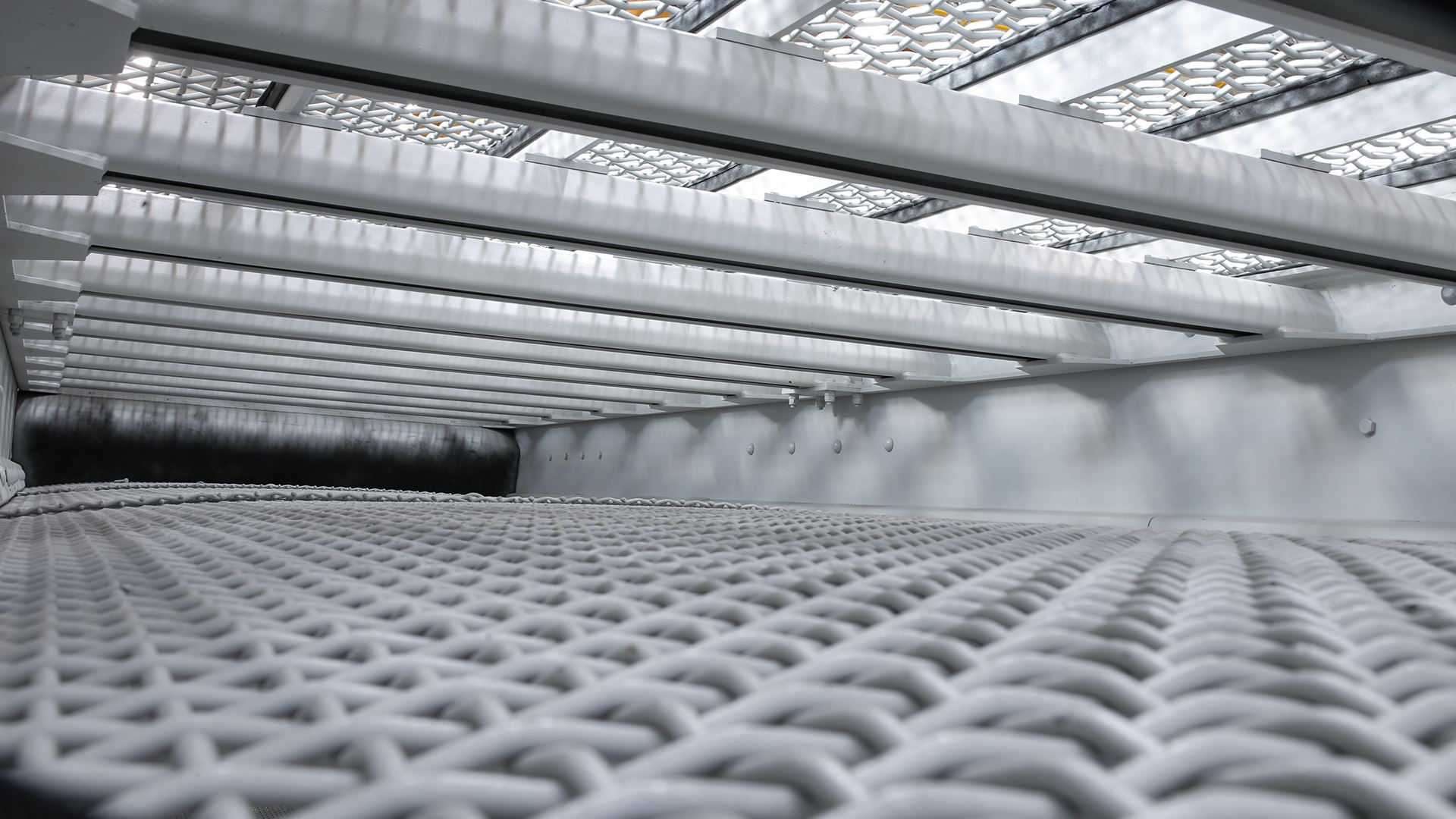
• Can adapt to modular screening media
MS Inclined Screens
can be set up for crowned decks to accept side tensioned screen media like woven wire
mesh, anticlogging wire cloth, rubber, polyurethane or flat decks to accept modular
synthetic media.
• Weld/Stress free body is protected from cracks
Crash Crusher's "no
weld" policy on screen side plates eliminates the possibility of stress concentrations
in heat affected zones.
• Reliability, ease of maintenance
The huck bolt fastening
system has proven to be a very safe and reliable method of fixing decks.
• Dust encapsulation
As an option a dust encapsulation
structure can be installed at the top of the side plates for dust containment.
HIGHLIGHTS
• Modular Vibrators
• Full Crown Decks
• Lined Loading Zone
• Single Piece, High Strength Side Walls
• Machined Decks
What
is an inclined vibrating screen?
Inclined
vibrating screens have no horizontal
layers, being designed at a certain angle. The screen sits on springs
mounted
at the four corners of the chassis. The screen body is driven by the
vibration
system.
For
which processes/applications are
inclined vibrating screens used?
Inclined
vibrating screens are used for sizing
rocks of a wide range of sizes when high capacity is needed. In these
screens,
the material to be screened moves across the screen surface due to the
inclination and vibration of the screen. During this movement, smaller
particles pass through the screen opening while the larger particles move
across the screen surface and are discharged at the end of the
screen.
Inclined screens
are the most popular screen
type, and can have up to four layers. The angle of the inclined screen is
between 15° and 30°, and the vibration stroke can be adjusted between 6 mm
and
12 mm, depending on the application and speed.
Inclined
vibrating screens are used in various
industries, for aggregate production, mining operations, industrial mineral
production and agriculture, and in the chemical and food sectors. The
popularity of inclined vibrating screens is due to the high capacity and
high
screening efficiency they offer, if selected correctly.
What
materials can inclined vibrating
screens process?
Inclined
vibrating screens can be used to
separate all kinds of materials, as long as the size, screen type, screen
mesh
opening, screen sieve slope, vibration direction, frequency and amplitude
are selected
correctly. When screening moist, clayey or muddy materials, screening
efficiency can be increased through a wet screening approach.
Useful tips for the maintenance and
operation of vibrating inclined screens.
-
The
main parts of the screens:
-
Main
chassis and connections
-
Screen
sieves
-
Drive
system
-
Springs
Feed and
discharge zones
·
The
number of pieces is not high in vibrating screens. When selecting a screen,
the
appropriate screen movement system, screen opening and screen opening ratio
should be selected for the type, size and capacity of the material to be
screened and for the desired screen efficiency.
·
The
material fed to the screen should be of a suitable size and amount for the
screen capacity. Materials smaller than the screen opening will not pass
through the screen if fed above capacity, if the rock does not stay on the
screen for enough time and if the vibration of the screen is
inappropriate.
·
In
vibrating screens, the inclination of the screen, the vibration rate of the
screen and the direction of the screen should be set to ensure the material
remains on the screen for a sufficient amount of time, and moves across the
screen, thus preventing clogging. If the vibration is too high, the material
will be thrown forward across the screen and the desired screening will not
be
achieved. Under low amplitude vibration, agglomerations will occur on the
screen and the capacity will decrease. For this reason, the selection of a
suitable vibration system is of vital importance when selecting a
screen.
·
As
the angle of descent of the material over the inclined screen increases, the
likelihood that material of appropriate size will pass through the screen
increases. In such cases, the vibration amplitude must be low and the
amplitude
angle and frequency must be high. In other words, the material should pass
over
the screen as perpendicularly as possible, should not rise too high above
the
screen and should strike the screen surface many times before leaving the
screen surface. A large amplitude angle facilitates screening by loosening
the
bed of material being screened. Under such conditions, the likelihood that
particles will pass through the screen increases.
·
Screens
with square openings are widely used in ore preparation and aggregate
production. In such screens, the open area on the screen surface is larger.
When high capacity is required, square screens with wide openings are used,
while small elliptical screens or thin long-range screens are used in
dewatering processes. If flat pieces are not desired in material after
screening, screen sieves with rectangular openings oriented in the flow
direction, perpendicular to the flow direction, should be
selected.
·
Balance-weighted
systems are connected to the screens individually or together with a cardan
shaft or coupling, depending on the desired vibration amplitude. Care should
be
taken to ensure that the weights are symmetrical to each other in a
connection.
·
Screens
are produced with various qualities, suitable for light, medium-light,
medium,
medium-heavy, and demanding operating conditions, with steel wire mesh
screens
being particularly popular due to their low price.
·
Screen
sieves must be made from quality materials. The screen surface should not
sag
and or become stretched due to side tensioners, and should remain tight. The
steel wire used in screen production must be strong enough to support the
material passing over it, and should be resistant to tension and abrasion.
All
these features should be considered when selecting screen sieves – price
should
not be the only determinant.
·
The
durability of the screen sieve is determined by the amount of material it
screens. Although the cost of synthetic screen sieves may seem high due to
its
resistance to abrasion, the unit screening cost per ton is low.
·
The
screen frame surface, size and tensioning system should be suitable for the
screen sieves commonly available on the market. Taking a positive approach,
it
should be possible to adapt it to different screens with small changes to
the
chassis. The side tensioning systems of polyurethane screens are often
similar
to those of steel mesh screens.
·
The
material to be sieved should not come into contact the main chassis of the
screen. Side edges that come into contact with the material on the screen
will
wear, and any worn parts should be easily replaced with spares. If
necessary,
tension plates that come into contact with the screened material should be
covered with polyurethane or rubber.
·
Records
should be kept of when the sieve of a screen is replaced and the screen
operating hours, and the type and amount of sieved rock, the feed rate and
the
output rock dimensions should be recorded. Screening hours should be
recorded,
and screen sieves should be replaced before they become pierced during
sensitive screening applications.
·
In
cases where screening efficiency is not important, small holes in the
screens
may be temporarily patched using the same screen material if necessary, and
the
screen can continue to be used for a while.
·
For
efficient screening, the material to be sieved must be properly distributed
over the screen. For this reason, the material should not be fed to the
screen
from a single point, but should be properly fed transversally.
·
Screen
frames are usually positioned on springs at the four corners. Spring quality
is
highly important. All springs should be replaced together when they lose
their
flexibility.
·
Depending
on the application, screens may also be set on screws or reinforced rubber
springs. These springs provide a lower operating noise, a safe sieving
environment, and smoother start and stop operations.
·
Coil
springs are used in non-corrosive and non-abrasive environments. These
springs
are easy to acquire, maintain and replace.
·
Reinforced
rubber springs are used in abrasive and corrosive environments. Reinforced
rubber springs are relatively harder to maintain than coil springs. These
springs also have an additional cost.
·
In
wet screening, the screened material passes through the screen with water
and
is carried by the water through channels. These channels are prone to
abrasion.
Abrasion problems can be resolved with rubber coatings.
·
In
multi-layer screens, the selection of appropriate screen sieve is important.
The material to be sieved should be evenly distributed over the screen. This
is
very important for the full use of screen sieve capacity.
·
In
general, “the screen opening of a lower screen should be half that of the
upper
screen, or smaller.” For example, if the upper sieve is 4.75 mm, the lower
sieves can be 2.36 mm, 1.7 mm or 850 µ.
·
The
passaged of larger pieces through the screen can only occur through tears,
perforations or abrasions to the screen sieve. Sometimes, the vibration may
result in oversize materials mixing with undersize materials from the sides.
Holes or tears in the screen sieve should be investigated if large materials
are
noted on the conveyor belt carrying undersize materials.
·
When
using screens with two or three sieves, it is important to replace the
screen
sieves when they become punctured or torn.
·
The
number of screen layers and screen sieve openings are determined depending
on
the size distribution in material to be sieved and the purpose of use of the
material separated according to the resulting size.
·
After
sieving, the material should be checked for conformity with the intended
purpose. Material samples should be taken from before the screen, below the
screen and above the screen for screen analysis in a laboratory. Based on
the
results of the screen analysis, sieves with different openings may be used
and
crusher mouth settings may be adjusted.
·
In
aggregate production, screens are usually located after the crusher. Sieve
openings can be adjusted to suit the aggregate requirement, and closed
circuits
must be created in which coarse material on the screen is returned to the
crusher when fine aggregates are required.
·
The
amount of material fed to the screen must be equal to the total quantity of
material of different sizes produced by the screening. The automatic band
scales on belts carrying materials should be checked for correct
measurement,
and the belt scales should be checked at regular intervals.
·
There
should be no belts missing from the pulley systems used in the drive system
to
provide vibration to the screens, and all belts should be replaced with new
ones when necessary.
·
Loose
belts produce heat as they pass over the pulley, while over-tensioned belts
put
unnecessary pressure on the drive system. When pressed with the finger, the
belt should only stretch about the thickness of the finger.
·
Screens
work through vibration. Vibration causes bolt and nut connections to loosen.
There should be no loose bolts in the body of the screen. A counter nut or
knurled washer should be used to prevent nuts from loosening. A special
bolt-nut connection called a “huck-bolt” should be used to prevent
loosening.
The best guarantee against loosening is this fastening system.
·
The
side plates of the body of the screen should be made of high quality steel,
holes should be drilled properly using a laser or drill, and any internal
stresses on the body should be relieved.
·
The
side plates and frame of the screen should be connected to each other with
huck-bolts or bolts with locking nuts. Connections to the screen must be
made
with bolts; connections should not be welded. Welds to the screen body do
not
last long, and will crack in a short time.
·
No
time should be spent repairing cracked bodies. The cracked part should be
replaced as a whole. The screen body should not be repaired by welding.
·
Regular
daily and periodical maintenance should be carried out, all equipment in a
crushing and screening plant should be subjected to regular checks, and
maintenance should not be delayed. The daily lubrication of moving parts
must
be carried out regularly.
·
Sufficient
sieves, spare parts and consumables should be kept in stock.
·
Aggregate
production facilities must produce aggregates of suitable sizes to meet
market
demand. If necessary, there should be a sufficient number of screen sieves
of
appropriate sizes in the stocks for use in trials.
·
The
measures to be taken in the event of equipment failure in facilities should
be
planned. When necessary, a guide to feeding and loading from intermediate
stocks and from loaders and trucks should be provided, along with any
possible
changes that may be required in the flow process to ensure the continued
operation
of the facility.
·
Occupational
health and safety precautions should be taken in crushing, screening and
sizing
facilities, and employees should be provided with continuous training in
this
area and in technical matters.
INCLINED SCREEN / TECHNICAL
SPECIFICATIONS
|
|
MS 1540 |
MS 1650 |
MS 2050 |
MS 2060 |
MS 2460 |
MS 2563 |
|
| Dimensions (mm) | 1500x4000 | 1600x5000 | 2000x5000 | 2000x6000 | 2400x6000 | 2500x6300 | |
| Number of Decks | 2,3,4 | 2,3,4 | 2,3,4 | 2,3,4 | 2,3,4 | 2,3,4 | |
| Power (kW) | 15 | 15 | 18.5 | 22 | 30 | 37 |
For material weighing 1.6 t/m³ or 100 lbs/ft³.
Capacity values are indicative only, crusher performance may vary depending on the feed gradation, feed moisture content,crushability of the material, crusher rpm, installed power and the crushing circuit design.
Weights shown do not include drive motor package, support legs, maintenance platform, inlet and outlet chutes
Capacity values are indicative only, crusher performance may vary depending on the feed gradation, feed moisture content,crushability of the material, crusher rpm, installed power and the crushing circuit design.
Weights shown do not include drive motor package, support legs, maintenance platform, inlet and outlet chutes
INCLINED SCREEN /
GALLERY































LEARN MORE ABOUT THE PRODUCT
Didn’t find what you are looking for? Feel free to get in touch with us. Just
call +90-312-397-91-33 and we
will help you in any way we can. You can also send an e-mail to [email protected], or
fill in the inquiry form if you would like to pass us a detailed inquiry or project information.
Use the Call Back option if you would like to be contacted by our sales team.
Share your phone number, call you!
SIGN UP FOR OUR NEWSLETTER